The Upright Aluminum Reservoir from Buyers Products features high-quality aluminum construction for lighter weight and excellent heat dissipation. It includes a diamond tread finish on the upper half and is mounted behind the cab, making it an attractive and convenient addition to your truck. Each reservoir is fully baffled to keep oil cool and moving correctly. The reservoir features a chrome filler breather cap and a sight/temperature gauge. A mounting hardware kit is included.
Specifications
| Additional Port Size | 2 NPT; 3/4 NPT |
|---|---|
| Capacity | 50 |
| Color | Natural |
| Depth | 14.13 |
| Filter Head Material_1 | Aluminum |
| Finish | Diamond Tread |
| Hardware and Brackets Included (y/n) | Yes |
| Height | 24.85 |
| Included Valve (y/n) | No |
| Integral Brackets (y/n) | - |
| Integral Level Gauge (y/n) | Yes |
| Material | Aluminum |
| Material Gauge | - |
| Mount Position | Upright |
| Mount Style | Upright |
| Oil Level Gauge (y/n) | Yes |
| Reservoir Shape | Rectangle |
| Style 1 Port Diameter | 1-1/2 |
| Style 2 Port Diameter | 1/2 |
| Suction Port Size | 2 NPT |
| Temperature Gauge (y/n) | Yes |
| Usable Capacity | 50 |
| Width | 41.75 |
Advanced Technical Overview: 50 Gallon Upright Aluminum Hydraulic Reservoir
The 50 Gallon Upright Aluminum Hydraulic Reservoir from Buyers Products represents a pinnacle of engineering and functional design, meticulously crafted to serve as a critical component within sophisticated mobile hydraulic systems. This reservoir is not merely a storage container for hydraulic fluid; it is an integral part of the hydraulic circuit, fulfilling multifaceted roles essential for optimal system performance, fluid longevity, and the overall reliability of heavy-duty equipment. With a nominal capacity of 50 gallons, this unit is engineered to meet the rigorous demands of applications requiring substantial fluid volume and robust thermal management capabilities, all while maintaining a compact and efficient footprint for vehicle integration.
Material Science and Structural Integrity: The Advantage of Aluminum
The choice of high-quality aluminum for the construction of this hydraulic reservoir is a deliberate design decision, yielding significant operational advantages over traditional steel alternatives. Aluminum's lower density translates directly into a substantial reduction in the overall weight of the reservoir. For mobile applications, where vehicle Gross Vehicle Weight (GVW) and payload capacity are critical factors, this lighter weight contributes to increased operational efficiency, potentially improving fuel economy and allowing for greater cargo loads. The total weight reduction of the hydraulic system contributes to a lower center of gravity for the vehicle, enhancing stability and handling characteristics.
Beyond weight, aluminum boasts a thermal conductivity approximately five times greater than that of steel. This superior thermal property is paramount for hydraulic systems, as the reservoir functions as a primary heat exchanger. Efficient heat dissipation from the hydraulic fluid to the ambient air is crucial for preventing thermal degradation of the oil. Excessive operating temperatures can lead to accelerated oxidation of the hydraulic fluid, resulting in viscosity changes, additive depletion, and the formation of sludge and varnish. These consequences directly impair the performance of hydraulic components such as pumps, valves, and cylinders, significantly shortening their operational lifespan and increasing maintenance requirements. The natural finish and extensive surface area of this aluminum reservoir optimize convective heat transfer, actively contributing to maintaining the hydraulic fluid within its optimal temperature range (typically 120-180°F or 49-82°C) even under continuous, high-load operation.
Furthermore, aluminum exhibits excellent resistance to corrosion, particularly when compared to steel, which is prone to rust in harsh operating environments. This inherent corrosion resistance ensures the structural integrity and aesthetic appeal of the reservoir are maintained over extended periods, reducing the need for costly repainting or anti-corrosion treatments and preserving the purity of the hydraulic fluid by preventing internal oxidation and particulate shedding from the reservoir walls. The diamond tread finish on the upper half not only enhances this durability by providing an additional layer of surface hardness but also offers a professional, polished aesthetic that complements the appearance of modern commercial vehicles.
Optimized Fluid Dynamics: The Role of Internal Baffling
A hallmark of advanced hydraulic reservoir design, the fully baffled internal structure of this unit is engineered to ensure the hydraulic fluid flows correctly and remains cool. Baffles are strategically positioned internal partitions that fundamentally alter the fluid's path within the reservoir, promoting laminar flow and increasing the fluid's residence time. This design prevents the direct short-circuiting of fluid from the return line to the suction line, which would bypass critical conditioning processes.
The primary functions of the internal baffles include:
- Thermal Regulation: By directing the fluid through a longer, circuitous path, the baffles maximize the exposure of the fluid to the reservoir's internal walls, enhancing the heat transfer efficiency. This controlled flow ensures that a larger volume of fluid is continuously engaged in the heat dissipation process before being recirculated into the system.
- De-aeration: Hydraulic fluid returning from the system often contains entrained air, which can lead to aeration and cavitation. Aeration reduces fluid compressibility, resulting in spongy and inefficient system operation, while cavitation can cause severe damage to pumps and other components. Baffles create quiescent zones where entrained air bubbles can rise to the surface and escape through the breather, effectively degasifying the fluid.
- Contaminant Settling: Slower fluid velocities induced by baffles allow heavier particulate contaminants to settle at the bottom of the reservoir, preventing them from being drawn into the suction line and protecting downstream components. This quiescent environment is crucial for the reservoir's role as a primary settling tank.
- Preventing Turbulence and Foaming: Excessive turbulence can introduce air into the fluid and lead to foaming, particularly in systems operating with certain types of hydraulic fluids or at higher temperatures. Baffles mitigate turbulence, ensuring a calm surface and stable fluid conditions, which further supports de-aeration and prevents foam formation.
This meticulous internal design ensures that only conditioned, de-aerated, and appropriately cooled fluid is presented to the hydraulic pump, thereby extending the life of all hydraulic components and improving overall system efficiency.
Comprehensive System Monitoring: Sight/Temperature Gauge and Filler Breather Cap
Effective monitoring of hydraulic fluid is indispensable for preventative maintenance and ensuring the long-term health of any hydraulic system. This 50-gallon reservoir integrates essential monitoring features:
- Sight/Temperature Gauge (Integral Level Gauge and Temperature Gauge): The combination sight and temperature gauge provides critical real-time feedback on two fundamental parameters: fluid level and temperature. The fluid level indicator (oil level gauge) allows operators to quickly ascertain if the system has adequate hydraulic fluid, preventing operation with insufficient oil, which can lead to pump cavitation and component damage. The integrated temperature gauge displays the current operating temperature of the hydraulic fluid. Monitoring fluid temperature is vital; temperatures outside the recommended range indicate potential issues such as inadequate cooling, excessive system load, or component malfunction. Regular checks enable operators to identify and address problems proactively, avoiding costly downtime and repairs. The ability to monitor both parameters from a single, conveniently located gauge enhances operational efficiency and maintenance routines.
- Chrome Filler Breather Cap: The chrome filler breather cap serves several crucial functions beyond merely facilitating fluid addition. As a breather, it allows air to enter and exit the reservoir as the fluid level fluctuates during system operation. Crucially, it incorporates an air filter element that prevents airborne particulates from entering the reservoir and contaminating the hydraulic fluid. This protection is vital, as a significant percentage of hydraulic system failures are attributed to contamination. Furthermore, some breather caps also include a desiccant to absorb moisture from incoming air, preventing water ingress, which can lead to corrosion and fluid degradation. The chrome finish adds to the durability and aesthetic appeal, resisting corrosion and maintaining a professional appearance over time.
Strategic Mounting and Dimensional Efficacy
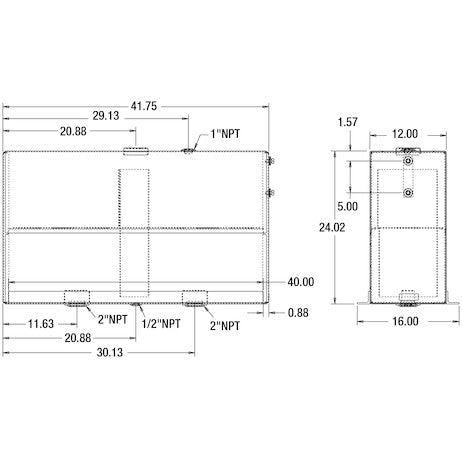
Designed for an upright mount position and style, this rectangular reservoir is specifically optimized for behind-the-cab installation on commercial trucks. This configuration capitalizes on often underutilized space, providing a secure and visually integrated solution. The dimensions of the reservoir—approximately 14.13 inches in depth, 24.85 inches in height, and 41.75 inches in width—are carefully proportioned to deliver a full 50-gallon usable capacity while fitting seamlessly within the constraints of vehicle chassis and cab designs. This upright form factor, coupled with its robust aluminum construction, ensures that the reservoir can withstand the dynamic stresses and vibrations inherent in mobile operations, maintaining stability and reliability throughout its service life.
The inclusion of a complete mounting hardware kit simplifies the installation process for fleet managers and vehicle upfitters. This comprehensive kit ensures that the reservoir can be securely affixed to the vehicle chassis, meeting both safety standards and operational requirements. The "Hardware and Brackets Included" specification confirms that no additional components are required for the physical installation, streamlining deployment and reducing installation time and complexity.
Integrated Porting for Versatile System Integration
The reservoir features a meticulously designed port configuration to accommodate various hydraulic circuit requirements. It includes a 2 NPT suction port, critical for ensuring an unrestricted flow of fluid to the hydraulic pump. Proper sizing of the suction line and port is paramount to prevent cavitation, a phenomenon that can severely damage pumps. Additionally, the reservoir offers additional port sizes including 2 NPT and 3/4 NPT, alongside specific style 1 port diameter of 1-1/2 inches and style 2 port diameter of 1/2 inch. These multiple NPT (National Pipe Taper) threaded ports provide extensive flexibility for connecting return lines, drain lines, pressure lines, and auxiliary circuits, allowing for custom configurations that meet the specific demands of diverse hydraulic systems.
The precise sizing and placement of these ports are critical for optimal fluid flow, minimizing pressure drops and turbulence within the reservoir. This versatility ensures compatibility with a wide array of hydraulic pumps, valves, and filtration units, making the 50 Gallon Upright Aluminum Hydraulic Reservoir a highly adaptable component for complex mobile hydraulic installations.
Applications and Operational Advantages
This 50 Gallon Upright Aluminum Hydraulic Reservoir is ideally suited for a broad spectrum of heavy-duty mobile hydraulic applications where reliability, performance, and durability are paramount. Typical applications include:
- Dump trucks and trailers
- Snow and ice removal equipment (plows, spreaders)
- Refuse collection vehicles
- Utility trucks (aerial lifts, digger derricks)
- Tow trucks and wreckers
- Agricultural machinery
- Construction equipment (cranes, excavators)
For these demanding environments, the reservoir's high-quality aluminum construction, superior heat dissipation capabilities, advanced baffling, and comprehensive monitoring features translate into significant operational advantages:
- Extended Component Life: By maintaining optimal fluid temperature and promoting fluid cleanliness, the reservoir protects expensive hydraulic components from premature wear and failure.
- Reduced Maintenance Costs: Proactive thermal management and contamination control lead to longer intervals between fluid changes and fewer unscheduled repairs.
- Enhanced System Efficiency: Consistent fluid properties and minimal aeration ensure the hydraulic system operates at peak efficiency, translating into consistent power delivery and responsiveness.
- Increased Uptime: Reliability derived from robust construction and effective fluid conditioning minimizes downtime, maximizing equipment utilization and productivity.
- Compliance and Safety: Reliable fluid monitoring and proper system function contribute to safer operation and easier adherence to operational guidelines.
Conclusion
The 50 Gallon Upright Aluminum Hydraulic Reservoir from Buyers Products is more than just a container; it is a meticulously engineered system component that significantly contributes to the overall performance, longevity, and efficiency of mobile hydraulic applications. Its superior aluminum construction provides a critical balance of lightweight design, exceptional thermal management, and robust corrosion resistance. Coupled with advanced internal baffling for optimized fluid dynamics, comprehensive fluid monitoring capabilities via the sight/temperature gauge and breather cap, and a design conducive to strategic vehicle integration, this reservoir stands as an indispensable asset for any demanding hydraulic system. Investing in this high-quality reservoir means investing in the enduring reliability and operational excellence of your entire fleet, ensuring peak performance under the most challenging conditions.